


Methanol Recovery System With Hassle Free Performance
Price: 5900000.00 INR
(5000000.00 INR + 18% GST)Get LatestPrice
In Stock
| Supply Ability | 100-500 Per Year |
| Delivery Time | 4-6 Week |
| Sample Policy | Contact us for information regarding our sample policy |
| Main Export Market(s) | Australia, North America, South America, Eastern Europe, Western Europe, Middle East, Africa, Central America, Asia |
| Main Domestic Market | All India |
BUY NOW
Product Overview
Key Features
Using conventional distillation technology, methanol can be readily recovered from water and wastewater streams. Depending on clients' requirements, purities as high as 99% can be achieved. After recovery, the methanol can be reinjected into the process, reducing both waste and operating cost.
Known about Methanol Recovery:
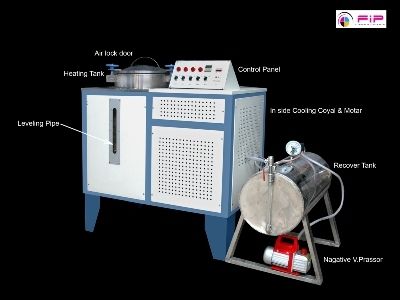
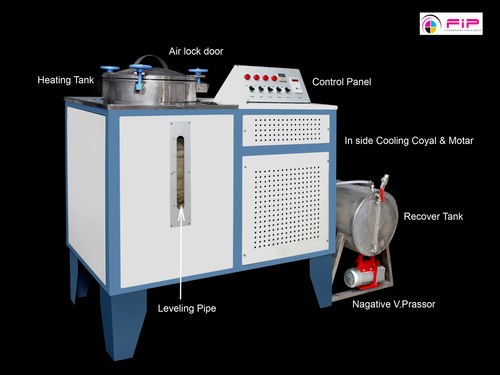
After it has been separated from the gas, the rich methanol stream (mixed with water) is led to a liquid/liquid separation tank with sufficient residence time to allow separation of hydrocarbons and methanol/water. The recovered hydrocarbons are usually pumped away for treatment outside the package. The separated methanol/water mixture is than sent to a distillation column for further processing.
From the bottom of the column purified water is collected. Water is partly vaporized in the reboiler to serve as column feed. At the top of the column, pure methanol vapoursare condensed using a heat exchanger and collected in the reflux drum. From here, part of the methanol is used as reflux for the column, and the other part is exported to the clean methanol buffer tank. By varying reboiler duty and reflux rate, the purity of the products can be adjusted. The buffer tank serves as a collection vessel from which re-injection into the main process is possible.
Benefits of Methanol Recovery Plant:
Reuse of the stripped condensate reduces plant makeup water requirements
Reduces the overall water load to the downstream treating facilities.
Recovered methanol is of sufficient purity and quantity to use as fuel for a chlorine dioxide generator.
methanol may be recovered as a salable product or stored as a liquid and burned as an auxiliary fuel.
SUBSCRIBE NEWSLETTER
Known about Methanol Recovery:
After it has been separated from the gas, the rich methanol stream (mixed with water) is led to a liquid/liquid separation tank with sufficient residence time to allow separation of hydrocarbons and methanol/water. The recovered hydrocarbons are usually pumped away for treatment outside the package. The separated methanol/water mixture is than sent to a distillation column for further processing.
From the bottom of the column purified water is collected. Water is partly vaporized in the reboiler to serve as column feed. At the top of the column, pure methanol vapoursare condensed using a heat exchanger and collected in the reflux drum. From here, part of the methanol is used as reflux for the column, and the other part is exported to the clean methanol buffer tank. By varying reboiler duty and reflux rate, the purity of the products can be adjusted. The buffer tank serves as a collection vessel from which re-injection into the main process is possible.
Benefits of Methanol Recovery Plant:
Reuse of the stripped condensate reduces plant makeup water requirements
Reduces the overall water load to the downstream treating facilities.
Recovered methanol is of sufficient purity and quantity to use as fuel for a chlorine dioxide generator.
methanol may be recovered as a salable product or stored as a liquid and burned as an auxiliary fuel.
SUBSCRIBE NEWSLETTER
Product Specifications
| Supply Ability | 100-500 Per Year |
| Delivery Time | 4-6 Week |
| Sample Policy | Contact us for information regarding our sample policy |
| Main Export Market(s) | Australia, North America, South America, Eastern Europe, Western Europe, Middle East, Africa, Central America, Asia |
| Main Domestic Market | All India |
| Packsize | 1 |
| Currency | INR |
| MRP | 5000000.00 INR |
| Pkg Box Length | 10.00 cm |
| Unit Type | Number |
| Stock Quantity | 100 |
| Pkg Box Height | 10.00 cm |
| Min Quantity | 1 |
| Price | 5000000.00 INR (Approx.) |
| Moq | 1 |
| Product Unit | 1 Number |
| Mop | 1 |
| Returnable | No |
| Max Quantity | 100 |
| GSTIN | 18% |
| Price Type | fixed |
| Pkg Box Breadth | 10.00 cm |
| Brand Name | ChemSepT Engineering Pvt Ltd |
| Minimum Order Quantity | 1 |
| Minimum Ordered Packs | 1 |
Explore in hindi - परेशानी मुक्त प्रदर्शन के साथ मेथनॉल रिकवरी सिस्टम
Company Details
ChemSept Engineering Pvt. Ltd. is a one-stop Engineering Consultancy that offers the complete range of Turn-Key Based Process & Mechanical Engineering Solutions
Business Type
Exporter, Manufacturer, Supplier, Fabricator
Employee Count
100
Establishment
2015
Working Days
Monday To Saturday
GST NO
27AAGCC2910A1ZB
Seller Details
CHEMSEPT ENGINEERING PRIVATE LIMITED
GST
27AAGCC2910A1ZB
CEO
Mr Prakash
Address
Office No. 612, Rama Equator, Near Finolex Chowk, Morwadi, Pimpri, Pune, Maharashtra, 411018, India
alcohol distillation plant in PuneReport incorrect details
Related Products

Alcohol Distillation Plant - Capacity: 100 Ton/Day
Price - 250000000 INR (Approx.)
MOQ - 1 Unit/Units
BIOTEXUS ENERGY PRIVATE LIMITED
Ahmedabad, Gujarat
More Products From This Seller










Explore Related Categories












- Tradeindia
- Plant & Machinery
- Alcohol Distillation Plant
- Methanol Recovery System With Hassle Free Performance In Morwadi
Recommended Products






Popular Products
Human HairForklift TrucksServo Voltage StabilizerBasmati RiceBackhoe LoaderCarry Bag Making MachineDrum LifterElectric StackerScissor LiftsIndustrial Vibrating ScreenRotameterFlowmeterRotary Air CompressorIndustrial Eto SterilizerRice Packaging MachinesShredding MachineHammer MillAutomatic Labelling MachineDiesel ForkliftAerial Work PlatformStorage Rack SystemEpoxy ResinMild Steel BarStainless Steel SheetsStainless Steel StripsBag Filling MachinesAsphalt PlantsSlat ConveyorOintment PlantPlanetary MixersLadies KurtisLed LightsCctv CameraBall ValveAnti Cancer MedicineAir CompressorIncense SticksSolar LightsGoods LiftsVitrified TilesStainless Steel CoilsPvc PipesPvc Pipe FittingsUpvc PipesUpvc Ball ValvePipe Elbows